
Q1. مزایا و معایب اتصالات لحیم کاری چیست؟
مزایای اتصال جوشی: ساختار ساده، عدم تضعیف بخش جزء، پردازش آسان، انواع روش های جوشکاری، عملکرد خودکار، صرفه جویی در فولاد، راندمان بالا، استحکام بالا، یکپارچگی خوب و عملکرد آب بندی خوب.
معایب اتصال جوش داده شده: ساختار متالوگرافی فولاد در منطقه تحت تأثیر حرارت تغییر می کند و مواد محلی شکننده می شوند. تنش پسماند جوشکاری و تغییر شکل باقیمانده پس از جوشکاری وجود دارد که ظرفیت باربری عضو فشرده سازی را کاهش می دهد. ساختار جوش داده شده به ترک بسیار حساس است و هنگامی که ترک های موضعی رخ می دهد، به راحتی به کل گسترش می یابد و شکنندگی سرد در دمای پایین برجسته تر است.
Q2. تعریف و عوامل موثر بر جوش پذیری فولاد؟
جوش پذیری فولاد به درجه ای اطلاق می شود که مواد می توانند به راحتی جوش داده شوند و خواص ساختاری را تحت شرایط طراحی و عملکرد مناسب برآورده کنند. جوش پذیری اغلب تحت تأثیر عواملی مانند ترکیب شیمیایی فولاد، روش نورد و ضخامت صفحه قرار می گیرد.
به منظور ارزیابی تاثیر ترکیب شیمیایی بر جوش پذیری، به طور کلی با معادل کربن (Ceq) بیان می شود. هرچه بزرگتر باشد، لحیم کاری بدتر است.
مقدار Ceq معادل کربن (درصد) را می توان با فرمول زیر محاسبه کرد:
![]()
Q3. دلایل تنش جوش و تغییر شکل جوش چیست و چگونه می توان آنها را کاهش داد؟
فرآیند جوشکاری سازه فولادی فرآیند گرمایش و سرمایش ناهموار است. در حین جوشکاری، دمای جوش و مجاورت آن بسیار بالا است، در حالی که بیشتر فلز در دوردست گرم نمی شود و انبساط و انقباض فلز اصلی ناهموار است.
پس از سرد شدن، درجات مختلف انقباض و تنش داخلی (طولی و جانبی) در جوش ایجاد می شود و در نتیجه تغییر شکل های مختلف سازه جوش داده می شود.
به طور کلی، تنش جوش و تغییر شکل جوش را می توان از دو جنبه طراحی و فناوری پردازش کاهش داد.
اقدامات طراحی: موقعیت جوش ها را به طور معقول ترتیب دهید. اندازه جوش ها را به طور معقول انتخاب کنید. تعداد جوش ها باید کم باشد و تعداد جوش ها نباید خیلی متمرکز باشد و در عین حال از جوش های سه بعدی پرهیز شود. تنش انقباض در جهت ضخامت فلز پایه باید تا حد امکان اجتناب شود.
اقدامات فرآیند: ترتیب جوشکاری به طور معقول. اتخاذ تغییر شکل معکوس؛ قبل از جوشکاری از قبل گرم کنید و بعد از جوشکاری حرارت دهید.


اقدامات فرآیند: ترتیب جوشکاری به طور معقول. اتخاذ تغییر شکل معکوس؛ قبل از جوشکاری از قبل گرم کنید و بعد از جوشکاری حرارت دهید.

Q4. روش های رایج جوشکاری سازه های فولادی؟
روشهای جوشکاری رایج برای سازههای فولادی عبارتند از: جوشکاری قوس الکتریکی دستی، جوشکاری قوس الکتریکی خودکار (یا نیمه اتوماتیک) و جوشکاری محافظ گاز.
جوشکاری قوس دستی: پس از روشن شدن برق، یک قوس برای ذوب شدن سیم جوش در الکترود ایجاد می شود و به داخل حوضچه مذاب شیار کوچکی که توسط قوس روی جوش تشکیل شده است، چکه می کند.

سرباره و گاز تشکیل شده توسط پوشش الکترود حوضچه مذاب را می پوشاند و از تماس هوا با فلز مایع مذاب جلوگیری می کند و از تشکیل ترکیبات شکننده و شکننده جلوگیری می کند.
جوشکاری قوس زیردریایی: یک روش جوشکاری قوس الکتریکی است که در آن قوس زیر لایه شار می سوزد.
سیم جوش با پوشش پوشش داده نمی شود، اما انتهای جوش توسط شار دانه ای پوشیده شده است که به طور خودکار از سر نشتی شار به پایین جریان می یابد، قوس کاملاً در شار مدفون می شود، گرمای قوس متمرکز می شود و عمق نفوذ بزرگ بهره وری بالا با کیفیت جوش خوب و تغییر شکل کوچک جوش ها.

جوشکاری محافظ گاز: یک روش جوشکاری قوس الکتریکی است که از گاز دی اکسید کربن یا سایر گازهای بی اثر به عنوان یک محیط محافظ استفاده می کند. تکیه بر گاز محافظ برای تشکیل یک لایه محافظ موضعی در اطراف قوس برای جلوگیری از نفوذ گازهای مضر و تضمین پایداری فرآیند جوشکاری.
استحکام جوش بالاتر از جوشکاری قوس دستی است و انعطاف پذیری و مقاومت در برابر خوردگی خوب است. برای جوشکاری در تمام موقعیت ها مناسب است و روش های جلو و عقب وجود دارد.

Q5. موقعیت رایج جوش، فرم اتصال، فرم شیار، نوع جوش و کد فرم گره ساختار لوله به شرح زیر است:



Q6. عیوب رایج جوشکاری و علل و روش های درمان آن؟
عیوب جوش به شش دسته تقسیم می شوند: ترک ها، حفره ها، آخال های جامد، همجوشی ناقص، نفوذ ناقص و عیوب شکل.

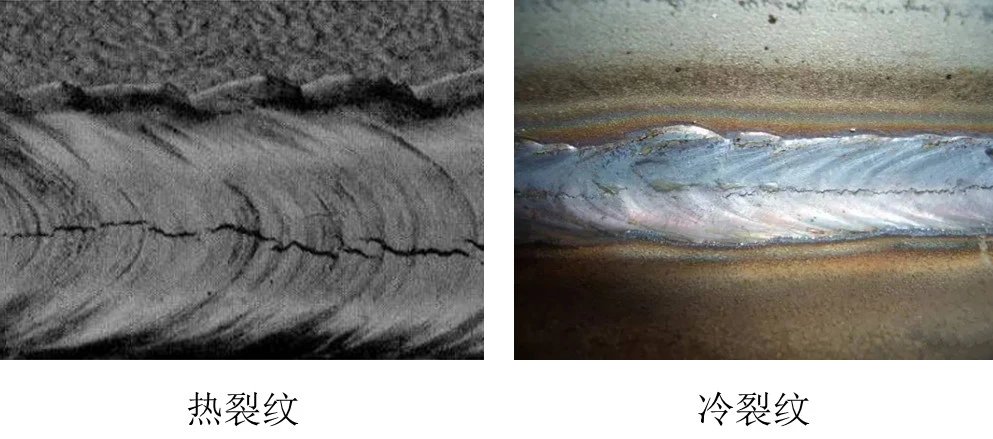
ترک ها: معمولا ترک های گرم و ترک های سرد وجود دارد. دلایل اصلی بروز ترک های داغ عبارتند از: مقاومت ضعیف در برابر ترک خوردگی فلز پایه، کیفیت پایین مواد جوشکاری، انتخاب نامناسب پارامترهای فرآیند جوشکاری و تنش بیش از حد داخلی جوشکاری.
از دلایل اصلی بروز ترک های سرد می توان به طراحی نامعقول سازه جوشکاری، چیدمان نامناسب درز جوشکاری و اقدامات غیرمنطقی فرآیند جوشکاری مانند عدم پیش گرمایش قبل از جوشکاری و سرد شدن سریع پس از جوشکاری اشاره کرد.
روش درمان به این صورت است که سوراخ های ضد ترک در دو انتهای ترک ایجاد می شود یا فلز جوش در محل ترک برای جوشکاری تعمیری جدا می شود.
حفره ها: معمولاً به دو نوع تقسیم می شوند: سوراخ های هوا و سوراخ های انقباض دهانه. دلایل اصلی ایجاد تخلخل آسیب جدی به پوشش الکترود است، الکترود و شار پخته نشده است، فلز پایه دارای لکه های روغن یا زنگ زدگی و اکسید است، جریان جوشکاری بسیار کم است، طول قوس بیش از حد طولانی است. ، سرعت جوش خیلی زیاد است و غیره روش درمان بیل زدن است. فلز جوش را در محل تخلخل برداشته و سپس جوش را تعمیر کنید.
حفره ها: معمولاً به دو نوع تقسیم می شوند: سوراخ های هوا و سوراخ های انقباض دهانه. دلایل اصلی ایجاد تخلخل آسیب جدی به پوشش الکترود است، الکترود و شار پخته نشده است، فلز پایه دارای لکه های روغن یا زنگ زدگی و اکسید است، جریان جوشکاری بسیار کم است، طول قوس بیش از حد طولانی است. ، سرعت جوش خیلی زیاد است و غیره روش درمان بیل زدن است. فلز جوش را در محل تخلخل برداشته و سپس جوش را تعمیر کنید.
دلایل اصلی انقباض دهانه قوس این است که جریان جوشکاری خیلی زیاد است، سرعت جوشکاری خیلی سریع است، قوس خیلی سریع خاموش می شود و فلز پرکننده به طور مکرر به محل خاموش کردن قوس اضافه نمی شود. روش درمان جوشکاری تعمیری در دهانه قوس است.

آخال های جامد: دو عیب گنجاندن سرباره و گنجاندن تنگستن وجود دارد. دلایل اصلی ورود سرباره عبارتند از کیفیت پایین مواد جوشکاری، جریان جوشکاری بسیار کم، سرعت جوشکاری بسیار سریع، چگالی سرباره بسیار بالا، جلوگیری از شناور شدن سرباره، و تمیز نشدن سرباره در طول جوشکاری چند لایه. روش درمان حذف آن است. سپس فلز جوش در آخالهای سرباره تعمیر میشود.
دلیل اصلی وقوع تنگستن در تماس بودن الکترود تنگستن با فلز حوضچه مذاب در حین جوشکاری آرگون است. روش درمان این است که فلز معیوب را در محل تنگستن حفاری کرده و دوباره جوش دهید.


عدم همجوشی و نفوذ: دلایل اصلی این است که جریان جوشکاری بسیار کم است، سرعت جوشکاری بسیار سریع است، شکاف زاویه شیار بسیار کوچک است و تکنولوژی عملیات خوب نیست.
روش درمان عدم همجوشی این است که فلز جوش را در صورت عدم همجوشی برداشته و سپس با جوشکاری آن را تعمیر کنیم.
روش درمان برای نفوذ ناقص به این صورت است که تک طرف سازه با باز بودن خوب نفوذ نمی کند و می توان جوش را مستقیماً در پشت جوش تعمیر کرد.
برای جوش های مهمی که نمی توان مستقیماً با جوشکاری آنها را تعمیر کرد، فلز جوش ناقص باید جدا شده و دوباره جوش داده شود.

عیوب شکل: از جمله زیر برش، مهره جوش، اسلامپ، انقباض ریشه، ناهماهنگی، انحراف زاویه، جوش فوق العاده بالا، نامنظمی سطح و غیره.

Q7. اقدامات رایج برای جلوگیری از پارگی لایه ای ورق ها؟
در اتصالات T شکل، ضربدری و فیله ای، زمانی که ضخامت صفحه فلنج کمتر از 20 میلی متر نباشد، به منظور جلوگیری یا کاهش تنش بزرگ انقباض جوشکاری در جهت ضخامت صفحه فلزی پایه، ساختار اتصال زیر است. طراحی باید اتخاذ شود:
در شرایطی که الزامات عمق نفوذ و فشردگی جوش برآورده شود، زاویه شیار جوشکاری و شکاف (a) کوچکتر باید اتخاذ شود.
در اتصالات فیله، از یک شیار متقارن یا یک شیار (b) بایاس به سمت صفحه جانبی استفاده می شود.
استفاده از جوش متقارن اریب دو طرفه به جای جوش نامتقارن یک طرفه (c)؛
در یک اتصال T شکل یا فیله، انتهای صفحه که تحت تنش کششی جوشکاری در جهت ضخامت صفحه قرار می گیرد از ناحیه جوش اتصال (d) بیرون زده است.
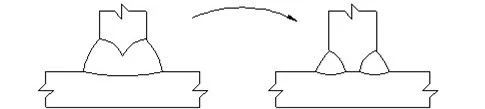
در اتصالات T شکل و ضربدری، از فولاد ریختهگری یا فولاد آهنگری برای جایگزینی اتصالات T شکل و متقاطع (e, f) با اتصالات لب به لب استفاده میشود.

جهت نیروی اتصال صفحه ضخیم را تغییر دهید تا تنش در جهت ضخامت کاهش یابد.

برای اتصالات تحت بار استاتیکی، به شرط رعایت الزامات محاسبه مقاومت اتصال، جوش های شیار نفوذ کامل با جوش های اتصال لب به لب و فیله با نفوذ جزئی جایگزین می شوند.
Q8. روش بازرسی کیفیت جوش؟
هنگامی که جوش پس از جوشکاری بازرسی می شود، ابتدا باید بازرسی ظاهری انجام شود و باید از چشم غیر مسلح یا ذره بین برای مشاهده ایراداتی مانند زیر برش، سوختگی، نفوذ ناقص، ترک، لبه اشتباه استفاده شود. ، بستر و غیره، و بررسی کنید که آیا اندازه جوش مطابق با Require است یا خیر.
عیوب داخل جوش معمولاً توسط اولتراسونیک تشخیص داده می شود. اصل استفاده از انرژی مافوق صوت برای انتشار در داخل فلز است و اصل انعکاس و شکست در هنگام برخورد با رابط دو محیط برای بررسی عیوب داخلی جوش اتفاق می افتد و می توان با توجه به شکل موج آن را قضاوت کرد. عیوب و مکان های نقص وجود دارد.
از آنجایی که یک سطح بازتابنده بین پروب و قطعه آزمایش وجود دارد، کوپلنت باید در هنگام بازرسی اولتراسونیک روی سطح جوش اعمال شود و امواج اولتراسونیک نمی تواند نوع و اندازه نقص را تعیین کند.
آزمایش غیر مخرب نیز گاهی برای بازرسی رادیوگرافی استفاده می شود. دو نوع بازرسی اشعه ایکس و بازرسی اشعه ایکس وجود دارد. اصل این است که وقتی پرتو از جوش بازرسی شده عبور می کند، در صورت وجود نقص، تضعیف اشعه عبوری از عیب کم است، بنابراین لایه حساس به نور در پشت جوش قوی تر می شود و پس از شستشوی فیلم. ، روی نقص نمایش داده می شود. لکه ها یا رگه های سیاه ظاهر می شوند.
زمان تابش اشعه ایکس کوتاه، سرعت سریع، تجهیزات پیچیده، هزینه بالا و توانایی نفوذ کم است و ضخامت جوشکاری که باید شناسایی شود کمتر از 30 میلی متر است. تجهیزات بازرسی اشعه سبک، کارکرد آسان و دارای قابلیت نفوذ قوی است.
Q9. مبنای قضاوت نتایج در طول بازرسی نمونه چیست؟
هنگامی که نرخ نامشخص تعداد جوش ها در بازرسی نمونه کمتر از 2 درصد باشد، دسته پذیرش واجد شرایط است.
هنگامی که نرخ نامشخص تعداد جوش در بازرسی نمونهبرداری بیشتر از 5 درصد باشد، دسته پذیرش فاقد صلاحیت است.
علاوه بر وضعیت بند پنجم این ماده، زمانی که میزان نامشخص تعداد جوش در بازرسی نمونهبرداری 2 تا 5 درصد باشد، بازرسی نمونهبرداری باید دوبرابر شود و خط امتداد درز جوش روی هر دو باشد. دو طرف قسمت اصلی فاقد صلاحیت باید اضافه شود. هنگامی که نرخ نامشخص در درز بیش از 3 درصد نباشد، پذیرش دسته ای واجد شرایط است. هنگامی که بیشتر از 3 درصد باشد، پذیرش دسته ای فاقد صلاحیت است.
هنگامی که پذیرش دسته با شکست مواجه می شود، تمام جوش های باقی مانده از دسته باید بازرسی شوند.
در صورت مشاهده یک نقص ترک در بازرسی، بازرسی دو نقطه ای باید انجام شود. اگر هیچ نقص ترک در جوش بازرسی دو نقطه ای یافت نشد، پذیرش دسته ای پذیرفته می شود. در صورت واجد شرایط بودن، تمام جوش های باقی مانده در دسته باید بازرسی شوند.
Q10 چه شرایطی برای گذراندن صلاحیت روش جوشکاری نیاز است؟
علاوه بر شرایط معاف از ارزیابی در آیین نامه ملی جوش اسکلت فلزی، فولاد، مواد جوشکاری، روش های جوشکاری، فرم های اتصال، موقعیت های جوشکاری، سیستم های عملیات حرارتی پس از جوشکاری، پارامترهای فرآیند جوشکاری، اقدامات پیش گرمایش و پس از گرمایش اتخاذ شده توسط واحد ساخت و ساز برای اولین بار با توجه به شرایط ترکیبی این پارامترها، ارزیابی فرآیند جوشکاری باید قبل از ساخت و نصب اجزای سازه فولادی انجام شود.



